Модель лазерной сварки в режиме глубокого проплавления
Рассмотрим геометрию канала проплавления. В критическом сечении Z=Z* ширина канала В равна ширине луча. В нижней части канала ширина определяется из условия постоянства плотности мощности, и ширина этой части канала изменяется по экспоненциальному закону. В верхней части ширина канала также изменяется по экспоненциальному закону в пределах от В (0) — ширины канала на поверхности, до B (Z… Читать ещё >
Модель лазерной сварки в режиме глубокого проплавления (реферат, курсовая, диплом, контрольная)
Оптическая система фокусировки создает геометрически направленный ход лучей, определяемый законами оптики. Однако, по мере заглубленная излучения в парогазовую среду канала проплавления происходит рефракция на различных неоднородностях среды и переотражение от стенок канала, нарушающие оптический ход лучей.
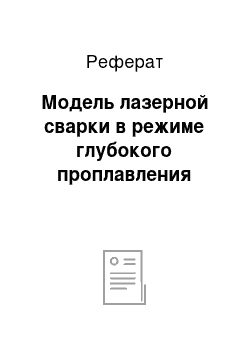
На приведенной схеме, рис. 12, показан предельный случай, когда в парогазовом канале устанавливаются две расчетные области, разделенные по высоте критическим сечением Z*. В нижней расчетной области канала при Z > Z* исходная оптическая фокусировка полностью нарушена, вследствие дифракции и переотражения от стенок канала. Выше этого сечения явления рефракции и расфокусировки излучения незначительны, и поглощение излучения определяется условиями начальной фокусировки.

Рис. 12. Схематическая модель глубокого проплавления.
Положение критического сечения находится из выражения;

где SA(Z*) — площадь сечения излучения, определяемая оптическим ходом лучей.
Рассмотрим геометрию канала проплавления. В критическом сечении Z=Z* ширина канала В равна ширине луча. В нижней части канала ширина определяется из условия постоянства плотности мощности, и ширина этой части канала изменяется по экспоненциальному закону. В верхней части ширина канала также изменяется по экспоненциальному закону в пределах от В (0) — ширины канала на поверхности, до B (Z*), то есть:

hjno — зона прямого облучения.
Ф — факел над поверхностью образца. Для этого факела имеет место соотношение.

где Р — мощность падающего излучения; — степень поглощения излучения в факеле:

К.ф — коэффициент поглощения в факеле; Z' — высота факела).
Для области канала проплавления 
г
т4 = Ки dz — степень поглощения излучения в канале;
P (Z) — мощность излучения в канале проплавления в произвольном сечении Z; tj — коэффициент снижения мощности источника вследствие горизонтального перемещения лазерного луча с расчетной площадки зоны прямого излучения; Ки — коэффициент поглощения излучения в канале.
Особенностью глубокого проплавления при лазерной сварке является то, что температуры стенок канала мало изменяются по глубине. Однако, мощность излучения, поглощаемого в канале проплавления, уменьшается экспоненциально по глубине канала. Но в глубине канала, где мощность излучения меньше, там меньше и скорость заглубления, и площадь зоны прямого заглубления подвергается воздействию источника в течение более длительного времени.