Электропечи.
Электроэнергетические системы и сети.
Энергосбережение
Предварительная подготовка шихты. Шихта до ее загрузки в печь должна быть подготовлена таким образом, чтобы в процессе плавки исключалась необходимость дополнительных «подвалок». Это обеспечивается подбором оптимальной объемной массы шихты, которая для печей емкостью 1−5 т должна составлять 3,01, 5 т/м. Для получения оптимального значения объемной массы шихты лом и отходы подбираются… Читать ещё >
Электропечи. Электроэнергетические системы и сети. Энергосбережение (реферат, курсовая, диплом, контрольная)
Электропечи сопротивления
Полный расход электроэнергии в печах сопротивления состоит из полезного расхода на наїрев металла (или другого нагреваемого материала) и расхода на покрытие потерь через стенки печи, пол, крышку печи и т. д.:

где ?0 — среднечасовой расход энергии на покрытие суммарных потерь тепла, кВт; т — продолжительность термообработки, ч; а1 — полезный расход электроэнергии на 1 т садки, кВт ч; g — масса садки, т; а2 — расход электроэнергии на нагрев тары, кВт ч.
Полезный расход электроэнергии для нагрева изделий, кВт ч:

где с — теплоемкость металла (меняется в зависимости от температуры, поэтому в расчетах должны применяться средние значения теплоемкости), ккал/(кг*°С); g — масса металла, кг; t2 — конечная температура нагрева металла, °С; t1 — температура воздуха помещения, где установлена электропечь, °С (начальная температура металла). Продолжительность нагревания, ч:

где ? - коэффициент теплоотдачи, кал/(мч°С); t0 - температура внутрипечного пространства, °С; t2- температура изделия (конечная), °С; t1 — температура изделия (начальная), °С; F — активная поверхность обрабатываемых изделий или тары, м2.
Анализ приведенных формул показывает, что путями снижения удельных расходов электроэнергии на термообработку в печах сопротивления могут служить:
- • снижение тепловых потерь и улучшение теплоизоляции печей;
- • повышение производительности печей;
- • уменьшение потерь на аккумуляцию тепла и применение предварительного нагрева изделий;
- • рационализация электрических и технологических режимов работы печей.
Снижение тепловых потерь. Одним из вариантов снижения тепловых потерь является улучшение тепловой изоляции печей. Тепловые потери печи через стенки и свод определяются следующим образом, кВт ч:

где F- наружная поверхность стени свода, м2; ?2, ?1 — соответственно температура внутренней и наружной стенок печи, °С; к — коэффициент, зависящий от коэффициента теплопередачи и теплопроводности кладки.
Использование для тепловой изоляции печей ультралeгковeса в сочетании с асбовермикулитовыми плитами снижает расход ЭЭ на 25- 26%, сокращает время разогрева печи на 32% и увеличивает ее производительность на 19%.
Показателем состояния тепловой изоляции печи может служить температура кожуха печи. Удовлетворительной тепловую изоляцию можно считать, если при рабочей температуре печи 700−800 °С температура кожуха печи нe выше 30−40 °С и при рабочей температуре 800- 1200 °C не выше 40−50 °С.
Дуговые сталеплавильные электропечи
Удельный расход электроэнергии на выплавку 1 т стали в дуговой сталеплавильной электропечи, кВт ч:

где Р — подведенная к трансформатору (со стороны ВН) мощность, кВт; Т1 — период простоя (слив металла, очистка печи, подварка пода и стен, загрузка металла), ч; T2 — период расплавления металла, ч; Т3, — период кипения и рафинирования, ч; g — масса садки, т; ?Р1 — мощность тепловых потерь в период простоя, кВт; ?Р2 — мощность тепловых потерь печи в период расплавления металла, кВт; ?Р3 — мощность тепловых потерь в период кипения и рафинирования, кВт;  •; Р" — мощность дуги, кВт; р — потери электрической мощности в дросселе, трансформаторе, проводке, электродах, кВт; AWT — теоретически необходимый расход электроэнергии на расплав 1 т металла, кВт ч.
•; Р" — мощность дуги, кВт; р — потери электрической мощности в дросселе, трансформаторе, проводке, электродах, кВт; AWT — теоретически необходимый расход электроэнергии на расплав 1 т металла, кВт ч.
Из анализа приведенного выражения можно сделать следующие выводы:
- • первое слагаемое — расход ЭЭ на расплав 1 т стали, который зависит от КПД печи и величины тепловых потерь печи;
- • расход энергии на кипение и рафинирование обратно пропорционален массе садки;
- • расход энергии, обусловленный простоем печи, также обратно пропорционален массе садки и прямо пропорционален времени простоя печи, т. е. в значительной степени зависит от способа загрузки печи. Увеличение массы садки. Удельные расходы электроэнергии зависят
от массы садки, поэтому целесообразно перегружать печи по емкости, увеличивая против номинальной массу завалки. Возможная перегрузка печи по емкости зависит от мощности печного трансформатора, размеров ванны печи, стойкости футеровки. В зависимости от этих факторов для каждой печи должно быть выбрано оптимальное значение перегрузки.
Оптимальная масса завалки печей различной емкости примерно соответствует приведенным в табл. 6.3 данным.
Таблица 6.3.
Оптимальная масса завалки сталеплавильных печей
Номинальная емкость печи, т. | Оптимальная масса завалки, т. | |
При плавке рядовых сталей. | При плавке сталей повышенного качества. | |
0,5. | 0,8−0,9. | 0,7−0,8. |
1,5. | 2,3−2,5. | 2,0−2,2. |
3,0. | 4,4−5,0. | 3,8−4,2. |
5,0. | 7,5−8,0. | 6,0−7,0. |
8,0. | 11,0−13,0. | 9,6−11,0. |
10,0. | 14−16. | 12−13. |
15,0. | 20−23. | 18−20. |
20,0. | 28−31. | 24−28. |
30,0. | 40−42. | 35−38. |
40,0. | 50−55. | 46−50. |
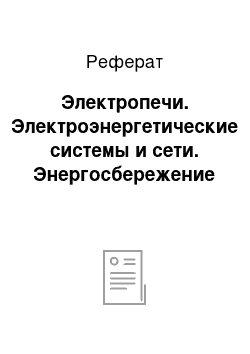
Для определения эффективности перегрузки печи можно пользоваться зависимостью изменения удельных расходов электроэнергии от массы плавки (см. рис. 6.9).

Рис. 6.9. Зависимость изменения удельных расходов электроэнергии от массы плавки: 1 — печи с основной футеровкой: 2 — печи с кислой футеровкой.
Пример 6.10. Электропечь номинальной емкостью 5 т при средней загрузке 4,5 т имеет удельный расход ЭЭ 750 кВтч/т. Разработанные мероприятия позволяют довести массу завалки до 7 т, т. с. до 140% номинальной емкости.
Решение. По рис. 6.9 (кривая 2) определяем удельные расходы ЭЭ до и после осуществления мероприятий по повышению загрузки, которые в данном случае составят соответственно 102 и 89% удельного расхода энергии при 100%-м использовании емкости печи.
Определяем экономический эффект разработанных мероприятий:

Достигаемая экономия энергии, отнесенная к 1 т выплавляемой стали, составит:

Предварительная подготовка шихты. Шихта до ее загрузки в печь должна быть подготовлена таким образом, чтобы в процессе плавки исключалась необходимость дополнительных «подвалок». Это обеспечивается подбором оптимальной объемной массы шихты, которая для печей емкостью 1−5 т должна составлять 3,01, 5 т/м. Для получения оптимального значения объемной массы шихты лом и отходы подбираются в определенных сочетаниях. Так, для печей емкостью 10−40т рекомендуются соотношения: 20 % мелочи, 40% крупного лома и 40% среднего лома.
Можно считать оптимальным соотношение между крупной и мелкой шихтой примерно 60−70: 40−30. Помимо этого очень важен и качественный состав подбираемой шихты.
Наряду с подбором шихты должно быть обеспечено правильное расположение шихты в рабочем пространстве печи: на подине укладывается половина мелкого лома, в центре печи под электродами плотно укладываются наиболее крупные куски лома, и далее вес это закрывается сначала средними кусками, а затем мелочью. Под каждый электрод для облегчения зажигания и устойчивого горения электрических дуг загружается кокс.
Экономия электроэнергии за счет подбора шихты, обеспечивающего плавку без дополнительных «подвалок», составляет 5−10% общего расхода электроэнергии на плавку. Если же при этом будет сокращена продолжительность окислительного периода, то экономия энергии составит 10−16% общего расхода электроэнергии на плавку.
При оформлении плана организационно-технических мероприятий по экономии энергии можно ориентировочно оценивать экономический эффект от внедрения мероприятий по совершенствованию подбора шихты в размерах 5−15% фактических удельных расходов на плавку металла, сложившихся в предшествующем составлению плана году.
Предварительный подогрев шихты. Наиболее энергоемкими операциями в электропечах являются нагрев и расплавление твердой завалки. Период плавления занимает около половины времени всей плавки, в этот период затрачивается 60−70% всей электроэнергии, расходуемой на плавку. Удельный расход электроэнергии составляет 380−420 кВт ч/т. Предварительный подогрев шихты до 600−700 °С обеспечивает снижение удельных расходов электроэнергии на 20%, улучшает условия работы печного транспорта за счет значительного уменьшения бросков тока, улучшает качественное состояние шихты за счет удаления влаги и выгорания углерода из загрязняющей шихту смазки, позволяет проводить весь период плавления при включенном дросселе.
Особо эффективен предварительный нагрев шихты за счет тепла отходящих газов с температурой около 1000 °C от различных термических установок в случае наличия их в цехе. Также может быть использовано тепло охладительных колодцев и другие источники вторичных энергоресурсов.
Применение специальных установок предварительного нагрева с мазутными или газовыми горелками должно быть обосновано техникоэкономическим расчетом, оправдывающим дополнительные капитальные вложения и расход топлива.
В тех случаях, когда температура предварительного нагрева шихты отличается от 600−700 °С, можно пользоваться следующей примерной зависимостью.

где ?W — экономия электроэнергии в расчете на 1 т выплавляемого металла, кВт-ч/т; t1° - температура предварительно нагретой шихты, °С.
Снижение электрических потерь
- 1. За счет оптимальной плотности тока в элементах вторичного токопровода. На основе практики работы дуговых сталеплавильных печей можно рекомендовать экономические плотности тока в элементах вторичного токопровода:
- • медные шины при площади сечения пакета на фазу до 5000 мм" -
- 1,5−2,0 А/мм2; свыше 5000 мм2 — 1,0−1,5 А/мм2;
- • медные гибкие кабели при площади сечения пакета на фазу до 4000 мм2 — 1,8−5,2 А/мм2; свыше 4000 мм2 — 1,2−1,8 А/мм2;
- • медные водоохлажденные трубы — 4−6 А/мм2.
При указанных в табл. 6.4 экономических плотностях тока потери электроэнергии в процентах к расходу электроэнергии на плавку приведены в табл. 6.5.
Таблица 6.4.
Экономические плотности тока в электродах
Диаметр электрода, мм. | Угольные электроды. | Графитизированные электроды. | ||
Плотность тока, А/см2 | Токовая нагрузка, кА. | Плотность тока, А/см'. | Токовая нагрузка, кА. | |
; | ; | 0,30. | 1,7−2,9. | |
0,12. | 2,1. | 0,25. | 3,2−5,3. | |
0,11. | 3,4. | 0,22. | 5,3−9,1. | |
0,10. | 4,9. | 0,20. | 7,8−12,2. | |
0,10. | 7,0. | 0,18. | 11,3−16,9. | |
0,10. | 9.6. | 0,17. | 15,4−20,2. | |
0,09. | 11,3. | 0,16. | 18,8−23,8. | |
; | ; | 0,15. | 23,8−28,6. | |
0,09. | 17,7. | 0,14. | 27,5−33,3. | |
; | ; | 0,14. | 28,4−38,0. | |
0,07. | 25,0. | ; | ; | |
При увеличении плотности тока в элементах вторичного токопровода возрастут потери электроэнергии и удельные расходы электроэнергии на плавку. Ориентировочно для предварительных расчетов можно пользоваться условными коэффициентами (табл. 6.6) увеличения потерь электроэнергии в элементах вторичного токопровода, отнесенными к 1 т выплавленного металла при повышении плотности тока выше экономических величин.
Таблица 6.5.
Потери электроэнергии при экономических плотностях тока в электродах
Элементы вторичного токопровода. | Потери электроэнергии, %, для печей емкостью. | |
0,5−5 т. | 8−20 т. | |
Шины, кабели и трубы на стороне НН. | 3,5−4,5. | 3−4. |
Угольные электроды. | 6−8. | 31. |
Графитизированные электроды. | 4−5. | 31. |
Таблица 6.6.
Коэффициенты увеличения потерь электроэнергии к в элементах вторичного токопровода на 1 т выплавленного металла при повышении плотности тока
Элементы вторичного токопровода. | Основной процесс. | Кислый процесс. | ||
Фасонное литье. | Литье слитков. | Фасонное литье. | Литье слитков. | |
Печи емкостью 0,5−5,С. | т. | |||
Шины, кабели и трубы на НН. | 25,0. | 28,0. | 23,0. | 26,0. |
Угольные электроды. | 43,8. | 49,0. | 40,5. | 45,5. |
Графитизированные электроды. | 28,1. | 31,5. | 25,8. | 29,3. |
Печи емкостью 8−20 т. | ||||
Шины, кабели и трубы на НН. | 21,9. | 24,5. | 20,1. | 22,8. |
Электроды. | 21,9. | 24,5. | 20,1. | 22,8. |
Потери электроэнергии определяются из выражения.

где к — коэффициент увеличения потерь (табл. 6.6); iф — фактическая плотность тока, А/мм2; iэ — экономическая плотность тока, А/мм2.
2. За счет уменьшения сопротивления электрических контактов. Электрическое переходное сопротивление в контактах зависит от рода материалов и от характера выполнения контакта (разъемный или неразъемный). Неразъемный контакты, как правило, выполняются сваркой.
В разъемных контактах переходное сопротивление зависит от состояния контактных поверхностей и от давления в контакте, Ом,.

где С — расчетный коэффициент, зависящий от материала контакта (табл. 6.7); m — показатель степени (принимается равным 0,5−1,0); р — давление в контакте, для медных шин принимается равным 60 МПа (600 кг/см2).
Для нормальной работы контактного соединения рекомендуются следующие плотности тока, А/мм2:
Медь — медь 0,30.
Алюминий — алюминий 0,16 Медь — алюминий 0,13.
Медь-сталь 0,10.
Алюминий — сталь 0,08.
Таблица 6.7.
Расчетные коэффициенты С
Материалы контакта. | С-104 |
Медь — медь. | 0,8−1,4. |
Медь — медь (луженые). | 0,9−1,1. |
Медь — сталь. | |
Медь — алюминий. | |
Сталь — сталь. | 75−80. |
Увеличение сопротивления контакта ведет к дополнительным потерям мощности, которые определяются по формуле, кВт:

где / - ток, проходящий через контакт (средний за плавку), A; RK — сопротивление контакта, соответствующее сопротивлению целого участка шины той же длины, что и контактное соединение, Ом; RK ф — фактическое сопротивление контакта, Ом.
3. За счет сокращения простоев печи. Период простоя печи в нормальных условиях определяется временем, необходимым на слив металла, очистку печи, подвалку пода и стен и загрузку шихты. Простой печи зависит от степени механизации загрузки слива металла и совершенства эксплуатации. Электроэнергия в период завалки шихты в печь нe поступает, но аккумулированное в кладке печи тепло рассеивается кожухом и сводом, а при включении печи в сеть часть энергии идет на нагрев футеровки. Величина потерь на подогрев футеровки после нормального перерыва в работе печи доходит до 15−20% всей подведенной энергии для очередной плавки.
Влияние простоев и задержек на удельный расход электроэнергии можно установить в зависимости от длительности простоя с отключением печи, учитывая потери холостого хода печи, кВт ч/т:

где Рн — номинальная мощность печи, кВт; P0 — мощность холостого хода (потери холостого хода), кВт; t — число часов простоя печи в течение суток, ч; WH — номинальный удельный расход электроэнергии, кВт ч/т.